Deep Offshore Metrology Tool
Spool and jumper metrologies constitute a critical path in the subsea pipe installation process. They can often occupy large construction vessels ‘just’ for survey operations that may last more than a full day, requiring several types of sensors (long baseline, gyros, depth sensors, etc.), as well as highly qualified surveyors. Moreover, measurement error may lead to spool misfit that has a dramatic impact on the overall project schedule. A newly designed metrology system, which may be seen as an acoustic taut wire, has now reached maturity and has been extensively used in 2006/2007 for different spool and jumper metrology projects, by diver or ROV down to 1,400 metres. This article gives an overview of the system configuration, set up and field results.<P>
In 2002, Acergy (formerlyStolt Offshore) and PLSM started the development of a new metrology system to address the deep offshore survey needs and speed up spool and jumper metrologies. After a 3-year R&D programme, this collaboration led to the AQUA-METRE R3000 system, which was used first at a depth of 250m in the Gulf of Mexico in 2005.
This system (the ‘R’ of which stands for ROV-operated and 3,000 is the maximum operating depth in metres) is an extremely-high-frequency (65–75kHz) ultra-short baseline (USBL) 3D positioning system that offers coverage of more than a full hemisphere. It is particularly well suited to accurate local 3D locating within up to 150 metres (about 500 feet). The system may be ROV-operated and managed from the surface using acoustic networking features.
Any AQUA-METRE system configuration is made of two types of unit:
•the Base unit, which measures 3D Pointer location within its local reference Cartesian coordinate system {0,0,0} associated with the interferometric frame
•the Pointer unit, which replies to Base interrogations.
All units include a dual-axis inclinometer. Each Base can locate every Pointer or another Base (a Base can act as a Pointer and then be located by another Base unit). All units communicate using acoustic messages, sharing the same acoustic band and range as the positioning feature; one unit allows underwater system management from the surface through a serial data link. This specific unit, which can be any Base or Pointer, is called the Communication Master (CM). Dedicated software, named AQUA-CAD, has also been developed to manage any configuration, especially the spool/jumper metrology configuration. An automated script sequences all required measurements and directly outputs the result as a CAD file (.dwg), taking into account the mechanical interfaces and including quality check.
The Spool Piece Metrology Configuration
The basic ‘flange-to-flange’ metrology configuration is described below. One Base is set up on each flange. The first Base is called the Reference Base and defines the relative coordinate system; all results will be output according to this Base coordinate system. The other Base is called the Offset Base and is attached to the second flange. One Pointer, called a ‘Rotation-Locking Pointer’ is set up on a seabed support in order to create an approximate isosceles triangle (see Figure 2); it allows solving the remaining unknown rotation around the Base-to-Base axis. When the ROV is fitted with a pop-up arm, the CM Pointer on the ROV may act as the Rotation-Locking Pointer (providing that it remains in a fixed positioning on the seabed during measurement), simplifying system configuration and helping to save more time.
The Mechanical Interfaces
One must point out that with such a direct flange-to-flange metrology system that measures distances and angles simultaneously, the mechanical interfaces play a major role in the final accuracy. Any misalignment error will directly affect the final flange-to-flange accuracy. Designing an easy-to-plug interface that maintains overall target accuracy is not the easiest part of the job and must be addressed early within the project time schedule, especially when deep-water operations are envisaged.
Acergy is using a dedicated interface made up of a male cone that fits in a female receptacle with two alignment pins. This interface guarantees a horizontal plane and horizontal angle alignment with an accuracy better than 0.1° and is easy to plug and unplug with the ROV grab.
All Base-to-flange mechanical interfaces must be defined in a CAD drawing (.dwg) prior to starting the metrology and are inserted in the final CAD drawing in order to give direct access to flange-centre to flange-centre distance and flange axis horizontal and vertical angles.
The Metrology Script
The metrology script consists of four measurement steps:
•step 1: measurement of Offset Base location from Reference Base
•step 2: measurement of Rotation-Locking Pointer from Reference Base
•step 3: measurement of Reference Base location from Offset Base
•step 4: measurement of Rotation-Locking Pointer from Offset Base.
All these 3D acoustic measurements (four times azimuth, elevation and distance) are processed by AQUA-CAD to immediately produce a final drawing of the metrology including the mechanical interfaces, subsequently getting direct access to the flange-to-flange dimensions (relatives distances and orientations).
Flange-to-flange distances greater than 70–80 metres may be affected by multi-path due to seabed proximity. In this case, a mid-Base configuration is recommended to split the metrology into two steps. This is also very useful when a clear path between flanges cannot be guaranteed (for example, a direct path masked by a large steel structure).
The Reference Base is set up on the seabed support and defines the relative coordinate system. All results will be output according to this Base coordinate system (Figure 6).
Mid-Base Spool Piece Metrology
The metrology is then split into two steps corresponding to the two flanges:
•step 1: the Offset Base is attached to the first flange. The Rotation-Locking Pointer is set up on a seabed support in order to create an approximate isosceles triangle with the two Bases (see Figure 1).
•step 2: the Offset Base is moved to the second flange and the Rotation-Locking Pointer in order to create another isosceles triangle with the two Bases (see Figure 2).
The two CAD results may be merged in order to give a final CAD result, from which flange-to-flange distances and relative angles may be extracted.
Quality check
It is possible to check the consistency of the metrology in real-time by looking at how the measurements close together at the Rotation-Locking Pointer location. The distance and angular errors for each end line are the combination of both Base-to-Base and Base-to-Pointer measurements. The method for checking the consistency of the metrology simply consists of drawing the expected error volumes at the end of each Rotation-Locking Pointer measurement and checking that they overlap (Figure 8); if they overlap, it assures the user that the flange-to-flange accuracy is consistent with the nominal system accuracy (2cm for distance, 0.1° for angles). The software automatically adds this quality check in the resultant CAD file, and the surveyor is then able to check it quickly and announce survey completion in order to free the vessel for the next task.
Field Results
This technology was successfully used between February 2007 and February 2008 during an Acergy Project in Brazil using the DCV Acergy Discovery . Part of the scope of work of the survey consisted of measuring 28 spools acoustically for combination of spool lengths as detailed below.
The length distribution was as follows (between brackets the number of spools):
•14% less than 30 metres (4)
•25% between 30 and 60 metres (7)
•57% between 60 to 90 metres (16)
•4% more than 90 metres (1)
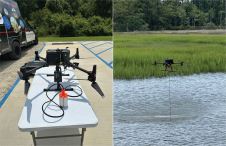
The water depth at location was about 100 metres and divers or ROVs were used to position the frames on the seabed as shown in Figure 3. In addition to the acoustic system, two fibre-optic gyrocompasses were used to determine the alignment of the flanges as a back-up check. A bathymetry system helped measuring the flange’s differential elevation and the seabed profile between the flanges.
About six hours were required to perform one metrology and this included deployment, acoustic measurements, recovery of the equipment and processing. The six hours also included the confirmation of the alignment with the underwater gyrocompass.
As the spool installation tolerance was±4 centimetres and better than 2°, it was concluded that all were within specified tolerances as no installation problems were encountered. It should be noted that a complete dimensional check was performed ashore on each spool. This allowed for a quality-control system on the fabrication side to be implemented.
Note: The 28 metrologies represent, in fact, a total of 53 spools. Each spool was about 20 metres and the metrologies were performed at various stages of the construction. There were a maximum of 3 spool lengths per metrology. These stages were:
•one spool pre-installed, two remaining for one metrology (7)
•two spools pre-installed, one remaining for one metrology (the shortest ones) (4)
•all three spools not installed for one metrology (the longest ones) (17).
Conclusion
The client was of the opinion that the equipment fulfilled its role and helped to accomplish the task at hand. The advantages were quick deployment time, robustness in adverse conditions, such as a multi-path environment, and the possibility of performing a metrology where there is no directview from one flange to the other.
Value staying current with hydrography?
Stay on the map with our expertly curated newsletters.
We provide educational insights, industry updates, and inspiring stories from the world of hydrography to help you learn, grow, and navigate your field with confidence. Don't miss out - subscribe today and ensure you're always informed, educated, and inspired by the latest in hydrographic technology and research.
Choose your newsletter(s)